Polygel Life Sciences



Innovative Specialty and Life Sciences Company with a Global Presence
Enzymes
Enzymes are biological molecules (typically proteins) that significantly speed up the rate of of the chemical reactions that take place within living organisms. In their function as Biocatalysts they are essential for life on our planet earth and play important role such as aiding in digestion and metabolism.
They can help break large molecules into smaller pieces that are more easily absorbed by the human body or animals. Other enzymes help bind two molecules together to produce a new molecule with new functions. Enzymes can act highly selective, by only speeding up a single specific reaction. All these properties make Enzymes as a useful tool like a Swiss Army knife for many industrial and scientific applications.
Enzymes involved in the degradation of Proteins are called Proteases, peptidases or in general proteolytic enzymes. Proteases catalyze hydrolysis of peptide bonds in proteins and due to their technological and economical advantage they are of the most widely used industrial enzymes in our daily life. They are found in a wide diversity of sources such as plants, animals and microorganisms.
Protease Sources
 Plant
Plant
Papain, Bromelain, Ficin, etc.
 Animal
Animal
Trypsin, Chymotrypsin, Pancreatin, Pepsin, etc.
 Microbial
Microbial
Endoproteinase, Substilisin, Thermolysin, etc.
These hydrolytic enzymes are efficiently used in different industrial applications in food, feed and pharmaceuticals. As an example they are enhancing nutritional value, digestibility, palatability, flavor and reducing the allergenic compounds like gluten.
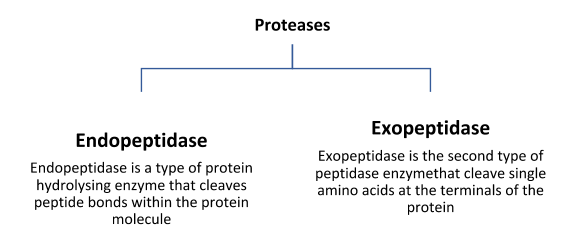
Industrial and widely used commercialized proteolytic enzymes are usually mixtures of endopeptidases and exopeptidases.


Polygel Life Sciences sources high quality Plant and Animal based Enzymes and Active Pharmaceutical Ingredients and Excipients from Asia for our customers in US and Europe.
Complete care and diligence is exercised in all stages of the value chain from Farm till the Factory with dedicated and trained technical personnel deployed from Harvesting stage till the product is delivered to the customers warehouse.
Polygel ensures that the right methods, timing and proper storage conditions are followed during harvesting, transporting and storage to enhance shelf-life of the product and proper techniques and stabilisers are used during the manufacturing and transportation process. Some of this knowledge is proprietary and comes with years of experience in the industry.
At each stage, trained and skilled technical persons check the Raw Materials, Work-in-progress and Finished Goods such that the product is stable and with the desired shelf-life using advanced Analytical instruments and Test Methods.
Third-party independent testing facilities are also available on request.
All our approved manufactures follow GMP and FDA guidelines and protocols and are certified accordingly.
Polygel guarantees the activity and stability of the products as per its internal Quality control processes and follows statutory compliances recognised by US and EU FDA.
Enzymes are biological molecules (typically proteins) that significantly speed up the rate of of the chemical reactions that take place within living organisms. In their function as Biocatalysts they are essential for life on our planet earth and play important role such as aiding in digestion and metabolism.
They can help break large molecules into smaller pieces that are more easily absorbed by the human body or animals. Other enzymes help bind two molecules together to produce a new molecule with new functions. Enzymes can act highly selective, by only speeding up a single specific reaction. All these properties make Enzymes as a useful tool like a Swiss Army knife for many industrial and scientific applications.
Enzymes involved in the degradation of Proteins are called Proteases, peptidases or in general proteolytic enzymes. Proteases catalyze hydrolysis of peptide bonds in proteins and due to their technological and economical advantage they are of the most widely used industrial enzymes in our daily life. They are found in a wide diversity of sources such as plants, animals and microorganisms.
Protease Sources
PlantPapain, Bromelain, Ficin, etc.
AnimalTrypsin, Chymotrypsin, Pancreatin, Pepsin, etc.
MicrobialEndoproteinase, Substilisin, Thermolysin, etc.
These hydrolytic enzymes are efficiently used in different industrial applications in food, feed and pharmaceuticals. As an example they are enhancing nutritional value, digestibility, palatability, flavor and reducing the allergenic compounds like gluten.
Industrial and widely used commercialized proteolytic enzymes are usually mixtures of endopeptidases and exopeptidases.
Polygel Life Sciences sources high quality Plant and Animal based Enzymes and Active Pharmaceutical Ingredients and Excipients from Asia for our customers in US and Europe.
Complete care and diligence is exercised in all stages of the value chain from Farm till the Factory with dedicated and trained technical personnel deployed from Harvesting stage till the product is delivered to the customers warehouse.
Polygel ensures that the right methods, timing and proper storage conditions are followed during harvesting, transporting and storage to enhance shelf-life of the product and proper techniques and stabilisers are used during the manufacturing and transportation process. Some of this knowledge is proprietary and comes with years of experience in the industry.
At each stage, trained and skilled technical persons check the Raw Materials, Work-in-progress and Finished Goods such that the product is stable and with the desired shelf-life using advanced Analytical instruments and Test Methods.
Third-party independent testing facilities are also available on request.
All our approved manufactures follow GMP and FDA guidelines and protocols and are certified accordingly.
Polygel guarantees the activity and stability of the products as per its internal Quality control processes and follows statutory compliances recognised by US and EU FDA.
Polygel's Vision is to build an enduring legacy by creating technologies, products and solutions in environmental protection and life-sciences through innovation and global distribution.
Polygel's Mission is to rapidly grow our business of Design, Manufacturing, Distribution and Outsourcing of Specialty Chemicals and Food and Pharmaceutical Ingredients with the highest level of Customer Service , Reliability , Integrity and Corporate Governance while creating lasting livelihoods in the societies we serve.
Polygel's Mission is to rapidly grow our business of Design, Manufacturing, Distribution and Outsourcing of Specialty Chemicals and Food and Pharmaceutical Ingredients with the highest level of Customer Service , Reliability , Integrity and Corporate Governance while creating lasting livelihoods in the societies we serve.
Polygel's Core Values

Customer centricity

Hard Work & Perseverance

Driven by Excellence , Purpose, Productivity & Performance
